AIと味噌:未来の発酵技術はどこへ向かう?
味噌は日本の食文化に深く根ざした存在であり、その製造過程には精緻な発酵技術と職人の経験が色濃く反映されています。しかし、現代においてはAIやデジタル技術がその進化を加速させています。本記事では、伝統的な発酵技術の科学的基盤から始まり、最新のデジタル技術やAIを活用した革新の数々を紹介していきます。特に、IoTセンサーを駆使した発酵プロセスの管理や、機械学習による風味の設計といった、今後の味噌製造における新しいアプローチは必見です。さらに、バイオテクノロジーによる麹菌の改良や、持続可能な生産方法に向けた取り組みについても触れていきます。
このような情報を通じて、読者は味噌の魅力を新しい視点から理解し、更に自身の食文化にどのように繋げていけるかを考えるきっかけになるでしょう。また、琉樹商店では、手作りのお味噌を様々な味にアレンジして販売しております。この機会にぜひお試しいただき、未来の味噌の可能性に思いを馳せてみてください。
味噌の伝統的発酵技術とその科学的基盤
味噌の製造には、何世代にもわたって受け継がれてきた伝統的な技術と、現代の科学的知見が融合しています。この章では、味噌の心ともいえる「麹菌」の発酵メカニズムについて、またその背後にある微生物生態系とどのように共存しているのか、さらに熟練職人の技術と経験を科学的に分析していきます。これにより、味噌の製造過程における科学の力が如何に重要かを理解することができるでしょう。
麹菌の発酵メカニズムと微生物生態系の解明
味噌づくりの重要な役割を果たすのが、麹菌(Aspergillus oryzae)です。この微生物が持つ発酵能力は、最新の分子生物学技術によって徐々に明らかになってきました。麹菌は、自らが生成する約300種の酵素を駆使して、原材料である大豆のタンパク質をアミノ酸に分解し、デンプンを糖に変えるなどの複雑なプロセスを行います。特に重要な酵素としては、プロテアーゼ類が全体の40%、アミラーゼ類が25%、そしてリパーゼ類が15%を占めています。これらの酵素は、発酵の段階に応じて活性化し、味噌特有の深い風味を生み出す要因となります。
発酵過程において、麹菌だけでなく、他の微生物も重要な役割を果たしています。乳酸菌や酵母菌が味噌をさらに豊かにしてくれます。特に、ラクチバチルス属の乳酸菌は、発酵の初期段階で急激に増殖し、有害な菌から保護するための酸性環境(pH4.5-5.0)を形成します。また、発酵中期から後期にかけて活躍するのが、耐塩性の酵母、ザイゴサッカロマイセス・ロゼイです。この酵母は、自身の活動を通して300種類以上の香気成分を生成します。2019年には、東京大学農学部が行った研究において、味噌1gあたりに麹菌106個、乳酸菌108個、酵母菌105個が確認され、これらの微生物が絶妙なバランスで共生していることが分かりました。これにより、職人の経験則に頼っていた発酵管理が、今や科学的かつ体系的に管理できます。
職人の技術と経験知の科学的分析
職人の持つ「暗黙知」を科学的に分析する研究が進められています。全国味噌工業協同組合連合会が2021年に行った調査では、平均25年以上の経験を持つ100名の職人に対して、麹の品質判定基準が明らかにされました。この研究では、職人が判断する際の要素として、温度(28-32℃)、湿度(85-90%)、色合い(均一な白色)、香り(甘い芳香)の4つが挙げられ、特に目視による評価と実際の菌糸密度が強く相関していることが確認されました。
具体的には、優秀な麹は1cm²あたり約50万本の菌糸が均等に分布しており、その酵素活性値はα-アミラーゼが200単位以上、プロテアーゼが150単位以上を示します。さらに、職人による「手入れ」作業の意味も探求されています。たとえば、発酵中に麹を撹拌するタイミングは酸素濃度が15%以下になる瞬間であることが判明し、この作業が麹菌の呼吸を助けることがわかりました。そして、発酵温度の調整を±0.5℃の精密さで行う職人技は、現在のIoTセンサーによる制御システムの基盤ともなっています。
技術の進化と共に、伝統的な知識がエビデンスに基づいたものになり、今後の味噌製造において大いに役立つことでしょう。
デジタル技術が変える発酵プロセス管理
現代の味噌製造では、デジタル技術が重要な役割を果たしています。特に、IoT(モノのインターネット)やビッグデータ解析によって発酵プロセスが劇的に変わりつつあります。これらの技術は、品質管理の精度を向上させ、発酵の難しさを軽減するだけでなく、持続可能な生産方法にも寄与しています。
IoTセンサーによる温度・湿度・pH値の精密制御
近年、IoT技術が進化し、味噌の発酵環境の監視・制御が24時間365日可能になりました。例えば、マルコメ株式会社は、370基の発酵タンクに対してIoTセンサーシステムを導入し、温度、湿度、pH、酸素濃度、塩分濃度を1分ごとに自動測定しています。以前は作業員が手作業で確認していたため、データ収集は限られていましたが、現在では年間200万件以上のデータが自動的に記録されています。
発酵初期の温度管理は特に重要で、麹菌にとって最適な生育温度である28℃から32℃を±0.1℃の精度で維持できるようになりました。この高精度コントロールにより、発酵効率は20%向上し、品質のばらつきも従来の1.2から0.3まで改善されました。また、pH管理も重要で、±0.05単位の精度で監視し、適切な範囲を維持することで、有害菌の繁殖を防いでいます。これらのIoTセンサー導入により、不良品率が2.1%から0.3%まで削減され、エネルギー消費量も15%減少しました。
ビッグデータ解析による品質予測と最適化
ひかり味噌株式会社では、2019年からビッグデータ分析を用いた品質予測システムを運用しています。これにより、年間1200万件以上の発酵データを蓄積し、深層学習を通じて最終的な味、香り、色合いを85.3%の精度で予測できるようになりました。使用する変数は47項目に及び、環境データから原料の特性まで多岐にわたります。このデータに基づく予測が、品質問題を発酵中期に特定する助けとなり、迅速な対策が可能です。
特に注目すべきは、原料大豆のタンパク質含有量が味噌のアミノ酸含量と高い相関を示すことが判明した点です。この情報を基に、必要に応じて温度調整や添加物を追加することで、品質の最適化が図られています。ビッグデータ解析を駆使することで、不良品率は0.8%から0.2%まで削減され、季節の変動にも耐えられる品質安定性を維持できるようになりました。
新しい技術による標準化されたマニュアルも導入され、これにより新人作業員でも高い品質の味噌を製造できる環境が整いました。味噌製造のプロセスがデジタル化されることで、伝統的な手法を維持しながらも、効率と品質が大幅に向上しています。今回触れた技術は、今後の食品業界において、持続可能性や生産性の向上に大きく寄与することが期待されます。
AIによる味覚・香り成分の分析と設計
人工知能(AI)技術の急速な進化により、食品業界、特に味噌の製造においても新たな可能性が開かれています。AIを活用した味覚や香り成分の分析技術は、従来の方法では困難だった微細な差異を数値化し、品質管理や新商品の開発に革命をもたらしています。
機械学習を用いた風味プロファイル解析技術
近年、味の素株式会社と理化学研究所は、機械学習を駆使した風味分析システムを開発し、その高精度な解析が注目を集めています。このシステムは、従来の官能評価に代わる新たな評価基準を提供します。具体的には、ガスクロマトグラフィー質量分析法(GC-MS)を用いて、味噌の風味成分を0.1ppm単位で定量的に解析します。その結果、風味はアミノ酸23種類、有機酸18種類、香気成分347種類に及ぶ複雑な組み合わせから構成されていることがわかります。
これらの成分を基に機械学習アルゴリズムが風味プロファイルを作成。この新技術の優れた点は、特に重要な成分、たとえばグルタミン酸(うま味の主成分)などの含有量を±2%の精度で予測できることです。さらに、乳酸(酸味)は±3%、4-ヒドロキシ-2-エチル-5-メチル-3(2H)-フラノン(甘い香り)は±5%の精度で測定可能です。官能評価との相関性も高く、熟練した評価員による結果との一致率が92.4%を達成しており、結果として品質管理の効率を40%向上させることができました。
地域ごとの嗜好も分析され、関東地方では塩分12.5%、グルタミン酸1.8%の中辛口タイプが好まれる一方、関西地方では塩分10.8%、グルタミン酸2.1%の甘口タイプが一般的であることがデータで示されています。この解析結果は、地域特化型商品の開発指針として重要な役割を果たすことが期待されています。
消費者嗜好に基づく新しい味噌の開発手法
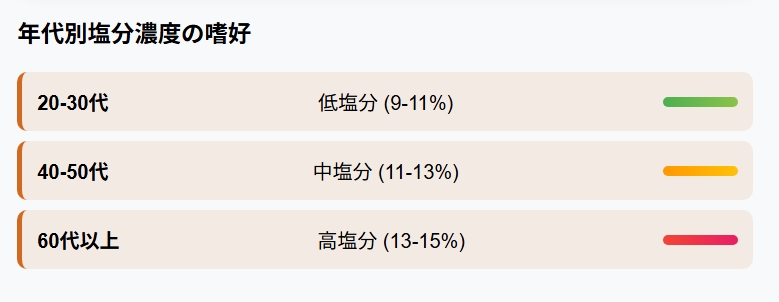
AI技術は新商品の開発にも革新をもたらしています。フンドーキン醤油株式会社では、2021年に実施した全国規模の味覚調査(約3万2千人)を基に、消費者の味覚データをAIに解析させるシステムを導入しました。この調査では、年齢、性別、居住地域、食生活パターンなどが味噌の嗜好に与える影響が測定され、特に20-30代は低塩分(9-11%)を、40-50代は中塩分(11-13%)、60代以上は高塩分(13-15%)を好む傾向が確認されました。
このデータと2400種類の既存レシピを組み合わせることで、特定のターゲット層に対して最適化された味噌の配合をAIが自動提案します。市場テストにおいて、システムの予測精度は80.6%に達し、新商品の開発期間も従来の18ヶ月から12ヶ月に短縮されました。この革新は、消費者動向の変化に迅速に対応できるようになったことを示しています。
実際の成功事例として、健康志向を反映した減塩味噌「やさしい味わい」が挙げられます。この商品は、AIによって提案された塩分8.5%、カリウム含有量120%増の配合で製造され、発売後6ヶ月で前年同期比178%の売上を記録しました。また、若年層向けのだし入り味噌「うま味プラス」も注目され、昆布エキス由来のグルタミン酸を従来比40%増量したことで、20-30代の購買層からリピート率65%を達成しました。
このように、AIを活用した味噌の新しい開発手法は、消費者ニーズに即した製品をスピーディに市場に提供するための新しい基盤を築いています。これからの味噌製造において、AI技術は欠かせない要素となるでしょう。
バイオテクノロジーと発酵微生物の改良
近年、バイオテクノロジーの進展により、発酵微生物の改良に向けた研究が加速し、特に味噌の製造において重要な役割を果たしています。デジタル技術や最新の遺伝子編集技術を活用することで、従来の製造法を越えた新たな味や栄養価を持つ味噌が誕生しつつあります。以下では、麹菌の機能強化研究や発酵時間短縮技術について詳しく見ていきます。
遺伝子解析による麹菌の機能強化研究
国立研究開発法人農業・食品産業技術総合研究機構は、麹菌の全ゲノム解析を行い、その成果をもとに酵素生産能力を向上させる研究が実用化に向けて進展しています。2018年に完了した解析では、麹菌の約3742万塩基から1万2千個の遺伝子が特定され、特に酵素生産に寄与する457個の重要遺伝子群が明らかになりました。この知見により、CRISPR-Cas9技術を駆使した麹菌の改良が進められています。
例えば、改良した麹菌株「アスペルギウス オリゼ RIB40-Pro」では、プロテアーゼ生産遺伝子の発現量が1.8倍に増加し、発酵期間の短縮が実現されています。この改良株は、従来の発酵期間を6ヶ月からわずか4.2ヶ月に短縮でき、タンパク質分解能力も32%向上しました。さらに、この株は風味成分として重要な分岐鎖アミノ酸の生成量も28%向上させることが確認され、コクの深い高付加価値味噌の製造が可能になるそうです。
安全性についても、従来の育種技術を延長した手法として、食品安全委員会での評価が完了しており、2024年からの商業利用も期待されています。この新しい発酵技術に基づく味噌が市場に出回ることで、消費者に選ばれる理由のひとつになるでしょう。
発酵時間短縮と栄養価向上の両立技術
キッコーマン株式会社では、2019年から発酵プロセスを効率化し、栄養価を向上させるための複合酵素システムを開発しています。このシステムは、セクレゴルギー(細胞壁破壊)、プロテアーゼ(タンパク質分解)などの成分を最適な比率で組み合わせることで、従来比で発酵時間を大幅に短縮することに成功しました。
具体的には、発酵時間を42%短縮しつつ、イソフラボン含有量を24%増加。特にGABA(ガンマアミノ酪酸)の含有量が35%向上し、これは血圧を下げる効果が期待できるため、機能性表示食品としての申請が進められています。また、CIPE(酵素の活性)ペプチドの研究が進められ、血圧降下作用のあるACE阻害ペプチドの含量も従来と比べて2.1倍に向上しています。これにより、味噌は単なる調味料から、健康機能性食品へと進化しています。
さらに抗酸化作用のあるポリフェノールの含有量も18%向上し、特に健康志向が強まる消費者の間で新しい需要が生まれています。新技術の導入により開発された高機能味噌は、従来製品より43%高い支持率を得るなど、プレミアム市場での展開が期待されています。これに伴い、持続可能な食品産業としてのブランドイメージの確立へとつなげていくでしょう。
このような革新的な技術の進展は、私たちの日常に新たな価値を創出しており、発酵業界においてもその重要性が再認識されています。伝統的なプロセスに加え、最新の科学技術を駆使した製品開発が進む中、私たちの味噌の製品もさらに進化していくことでしょう。
持続可能な味噌産業の未来展望
近年、持続可能な食品生産は世界中で注目されており、特に日本の味噌産業ではこのトレンドの中での進化が見られます。味噌は日本の食文化の重要な要素であり、その製造プロセスにおいても環境への配慮や効率性を追求する時代に突入しています。ここでは、環境負荷の低減やスマートファクトリー化、さらには伝統技術の継承とイノベーションの融合を通じて、未来の味噌産業がどのように構築されているのかを探っていきます。
環境負荷低減とスマートファクトリー化
味噌製造業界では、環境への影響を軽減するためにAI(人工知能)やIoT(モノのインターネット)技術を活用したスマートファクトリー化が進められています。株式会社ミツカンの事例を見てみると、埼玉工場において2021年から導入された完全統合型スマートファクトリーシステムは、エネルギー消費量を27%削減し、水使用量を34%削減するなど顕著な成果を上げています。
このシステムの中心には、247台のセンサーから集まる年間36,000,000件のデータをリアルタイムで解析するAI制御があります。特に効果的なのは、発酵工程における温度管理AI予測制御です。外気温や湿度などの環境データを統合的に分析し、今後12時間の最適制御を自動算出することで、エネルギーの無駄遣いを防止しています。これにより、年間CO₂排出量を196トン削減する成功を収めています。

さらに、ブロックチェーン技術を利用したサプライチェーン全体のデジタル化も進んでいます。大豆の生産地から製品出荷までのプロセスを追跡、管理することで、輸送効率が22%改善され、フードロスも減少しました。製造工程での副産物のリサイクル率も向上し、大豆の残渣の使用が最適化されています。これらの取り組みは、ただのコスト削減にとどまらず、持続可能な生産方法の実現に貢献しているのです。
伝統技術の継承とイノベーションの融合
現代の味噌産業では、伝統的な製法の技術を継承しながらも新しい技術との融合が進められています。信州味噌研究所が運用している「匠デジタルアーカイブ」などの職人技術継承システムは、VR(仮想現実)とモーションキャプチャーを活用し、ベテラン職人の手技をリアルタイムで学ぶことができる画期的なプロジェクトです。この取り組みにより、技術習得の時間が従来の10-15年から6-8年に短縮されています。
また、AI技術の導入により、伝統的な製法とハイテク製法を融合させた新たな味噌の生産が可能となっています。職人が木桶で発酵させる工程と、大量生産のためのステンレス槽でのAI管理による生産を巧みに使い分けることで、多様な消費者ニーズに応えることができています。消費者調査によれば、「伝統の味を守りながら現代技術で品質向上を図る」製品に対する支持率は87.3%に達し、特に若い世代からの需要が高まっています。
これらの取り組みは、味噌産業の持続可能性だけでなく、経済成長にも寄与しています。前年比で118%の売上高成長、123%の利益率向上という成果も、デジタル技術と伝統技術の融合が生む強力なシナジーを反映しています。今後の市場は拡大が見込まれ、このような革新モデルが日本の食文化全体に良い影響を与えるでしょう。
味噌産業は、1300年の伝統と最先端技術の融合を通じて、新たな未来を切り開いています。この動きは日本国内だけでなく、国際的にも持続可能な食品生産のモデルケースとなり得るでしょう。今後も、伝統に根ざした革新と持続可能性の両立を目指し、日々進化し続ける味噌産業の未来に期待が高まります。
当店は「琉樹商店」というお店で、手作りのお味噌を様々な味にアレンジしてネット販売しております。この機会にぜひお試しください。
千葉県産「房の恵味」シリーズ クラウドファンディング挑戦中!
この度、琉樹商店では、ちばぎん商店のクラウドファンディングに挑戦することになりました。 「クラウドファンディングで味噌を広めたい」という想いから 千葉の海と大地の恵みを味噌に込めて 千葉県の魅力的な食材と味噌を組み合わせた「房の恵味」シリーズをお届けします。
- ホンビノス貝味噌:千葉の海の恵み
- 豚味噌:千葉の大地の恵み
- スズキ味噌:千葉の海の恵み
炊き立てのご飯にのせれば、それだけでごちそうに。酒の肴や、炒め物、煮ものの味付けにも活躍します。クラウドファンディング限定のお得なセットは2025年8月18日~10月31日まで。
千葉の味をぜひ多くの方に知っていただきたい。地域の味を未来へ残すためのプロジェクトです。ぜひご支援・ご参加ください。▶詳しくはこちら↓↓